    It has 8 parts consisting of the following 5 kinds(body, pin, spring, back cover, flat head screw) |
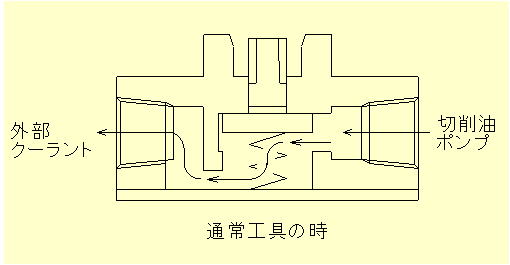
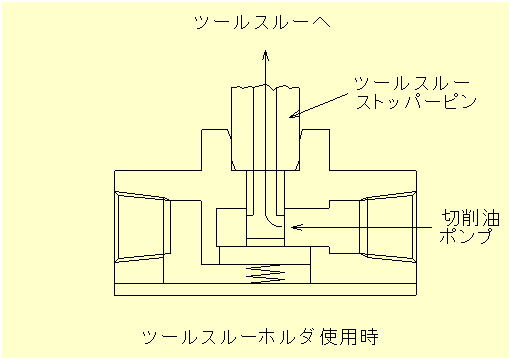
| This is the stopper block of the tool-through device, used in the machining center. Switching between extemal coolant and tool-through coolant is performed in this block. |
| By using this block, it is possible to combine the extemal coolant and the tool-through coolant. Of course, NC commands only M0.9. |
| The working principle is that, when the tool-through device is set on the spindle, the stopper pin of the tool-through device pushes the pin of the block center to let cutting oil flow from the oil hole in the center of the pin to the tool-through device. If devices other than tool-through were used, pins will not be pushed, and cutting oil will flow in the side holes, and will become extemal coolant. |
 |
 |




